| 加工定制:是 | 品牌:H&J | 型号:上海液压站 |
| 适用机械:挤压机液压缸 | 种类:挤压机液压缸 | 重量:42kg |
| 规格:sf43q6ygng |
上海液压站
上海液压工作站
液压系统维修与保养
维修保养及配件提供更新升级
H&J
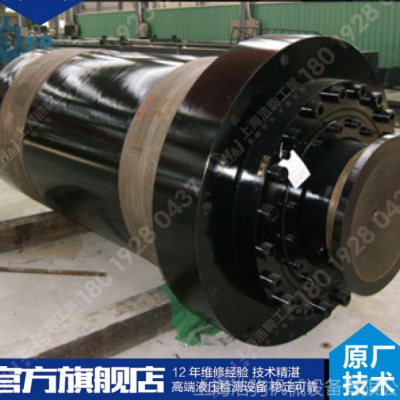
上海液压工作站挤压机液压缸维修保养及配件提供更新升级
电极挤压机液压缸在工作时经常出现液压缸缸体与液压缸端盖间0形密封圈挤压变形失效的现象,损坏后的O形圈碎片直接进入液压系统中,造成各处液压元件的堵塞,使整个液压系统的故障频繁发生。这不仅影响生产的连续运行和生产任务的完成,也增加了设备维护与检修人员更换密封圈的频率和维护难度,给企业造成了经济损失。
1存在问题
该液压缸端部密封结构,液压缸缸体与端盖处的密封型式为静密封,采用两道O形圈密封。
该液压缸的工作参数如下:工作压力25MPa,活塞杆/活塞直径:φ1050/Φ1130mm,行程2800mm。总重85t,缸盖法兰盘重9t距离压力容腔近的***道O形圈损坏,损坏后的密封圈变形型式如图2所示。出现该故障时,平均一个月就要更换一次密封圈。由于液压缸端盖法兰盘质量较大并且还带有测量杆,每次更换O形密封圈都需要4~5个工人近4h的工作,而且具有一定的危险性。
2故障原因的分析
21静密封的密封原理
0形密封圈是一种挤压型密封。挤压型密封的基本工作原理是依靠密封件发生弹性变形,在密封接触面上造成接触压力,接触压力大于被密封介质的内压,则不发生泄漏,反之则发生泄漏。该处O形圈属于静密封。在静密封应用中,O形密封圈装入密封槽后,其截面承受接触压缩应力而产生弹性变形。对接触面产生一定的初始接触密封压力p,如
图3所示。
即使没有介质压力或者压力很小,O形密封圈靠自身的弹性力作用也能实现密封;当容腔内充入有压力的介质后,在介质压力的作用下,O形密封圈发生如图4所示的位移,移向低压侧,同时其弹性变形进一步加大,填充和封闭了密封间隙δ。由此可见,只要O形密封圈存在初始压力,就能实现无泄漏的密封。这种靠介质本身压力来改变0形密封圈接触状态,使之实现密封的性质,称为自封作用。理论上,压缩变形即使为零,在油压力下也能密封,但实际上0形密封圈安装时可能会有偏心。所以,O形密封圈装人密封沟槽后,其断面一般受到7%30%的压缩变形。静密封时取较大的压缩率值,这是因为合成橡胶在低温下要收缩,所以静密封0形密封圈的预压缩量应考虑补偿它的低温收缩量。
2.2o形密封圈材料对密封性能和使用寿命的影响
O形圈材料的选择对其密封性能和使用寿命有着重要的意义。材料的性能直接影响0形圈的使用性能。除应具备密封圈材料的一般要求外,0形密封圈材料还应具备以下条件
①富有弹性和回弹性;
②适当的机械强度,包括抗张强度、伸缩率和抗撕裂强度等;
③性能稳定,在介质中不易溶胀,热收缩效应(焦耳效应)小;
④易加工成形,并能保持精密的尺寸;
⑤不腐蚀接触面,不污染介质等。满足上述要求的最合适而且最常用的材料是橡胶。绝大部分的0形圈都是用各种等级和硬度橡胶制成的。橡胶的硬度,一般机械用O形密封圈硬度应在70~90之间。作为静密封用的0形密封圈,通常材料硬度为邵尔硬度70,比动密封要硬。O形密封圈与温度的关系中,介质为石油基液压油的0形圈,温度在(-50~120)℃时,用丁腈橡胶。
2.3损坏原因
如果液体介质的压力超过一定限度,O形圈将从密封槽的间隙中被挤出而受到破坏(如图2),以致密封效果降低或失去密封作用。
1.1液压泵
液压泵是一种将机械能转换为液压能的能量转换装置。它为液压系统提供具有一定压力和流量的液体,是液压系统的个重要组成部分。液压泵的性能好坏直接影响液压系统工作的可靠性和稳定性。在选择液压泵时,应着重考虑液压泵的工作压力流量排量及功率与实际工况相匹配
1.2液压油缸
液压缸是用油液的压力能来实现直线往复运动的执行元件。设计液压缸时,要在对液压系统工作情况分析的基础上,根据液压缸在机构中所要完成的任务来选择液压缸的结构形式。然后按负载运动要求行程等确定主要尺寸,进行强度稳定性和缓冲验算
1.3液压系统
液压系统是混凝土砌块和屋面瓦成型机的关键部位。它对***设备的正常运转和成型压力起至关重要的作用。而液压系统是用油液作为介质来传递和转换能量的,由于能量转换的低效率使得液压系统的功率损失几乎全部变成热量,造成液压油温升高。特别是在工作环境温度较高的情况下,往往系统的油温超过60℃,因而常常被迫停机,等油温降下来后再开机进行生产。这样不仅严重影响了产量,而且油温高使粘度降低,液压系统磨损较大,导致液压系统性能下降,动作放慢,成型压力降低而且常常因橡胶密封件老化变形而产生液压油泄漏,造成停机维修,为此我公司科研人员针对混凝土砌块和屋面瓦生产线的工作环境差液压系统散热不足,导致设备不能正常运行的问题研制开发了一种适合建材企业使用的液压系统。该系统造价低工作稳定性好,即使工作环境差和温度高也能***连续生产,使得液压系统的故障几乎为零。不仅使产品的产量和质量得到了提高,而且液压系统的使用寿命也得到了延长。
2液压系统的日常管理
2.1对使用人员的要求
液压系统在很大程度上实现了机、电、液一体化。自动化程度高,其维护管理就比其它的建材设备有更高的要求,更重要的是对人的管理要求。如对设备管理人员要求具备较丰富的机械、电器液压气动与控制等方面的知识,对设备维修人员应具备一定的钳工、电工液压知识
2.2严格执行操作规程
对设备管理人员和操作人员来说,应熟练掌握操作规程的每一个重点环节,并严格遵守,尤其强调以下几点
①泵启动前检查。启动泵前必须检查油箱的油位和油温若需要补充油,必须使用与原牌号相同的油,并用专用加油器向油箱加油。若油温低于15℃时,应使系统在负载状况下运行20mn以上。检查各液压组件和外部执行件是否处于复位状2泵启动和启动后的检查。启动泵时空载运行5min,观察系统的压力噪声振动指示信号是否正常,若发现有异常现象,须立即停止泵的运行,待查明原因并相应解决后重新启动油泵。
③系统工作过程中的检查。在液压系统稳定工作下,除随时注意油量油温压力、噪声的问题外还要检查各液压件的工作情况,注意整个系统的漏油振动、压力、节流速度等,发现问题及时排除故障
2.3定期检查维修和***维修质量
系统运行时,设备管理员要进行现场跟踪,观察运行状态,提出预防性检修计划。如密封件滤芯的定期清洗更换,液压组件的定期检查清洗。针对故障现象应首先检查电器信号,再检查手动液压控制组件。然后,分析可能引起的故障原因。在液压系统检修工作中,应有严格的质量意识,实行全面的质量管理。
3液压系统的常见故障分析
液压系统在运转使用过程中,常常会出现故障,通常可以分以下几类:系统压力异常;系统油温过高;系统流量异常;噪声和振动;液压组件魔损等。